欢迎您来到雷竞技官网官方网站入口



发布时间:2024-01-09 12:21:08 | 作者: 雷竞技官网官方网站入口
为了改善模具加工中零件加工表面存在振纹、过切等表面上的质量不佳的问题。文中通过FANUC SERVO GUIDE 软件测试机床的伺服系统性能,针对测试结果,对机床伺服系统三环参数、背隙加速等伺服参数进行逐步调试和优化,并将优化结果应用于某模具样件加工试验,试验根据结果得出,优化后的伺服系统响应性能和机床的加工性能都有所提高。
数控机床是模具产品的生产载体,其伺服系统性能的好坏直接影响着模具产品的加工质量。一般在机床刚出厂时,厂家会给定一组能确保正常加工的参数值,但并不能发挥机床最佳的加工性能[1]。另一种情况是随着数字控制机床使用时间的增加,机床的机械性能发生了变化。此时与之相关的伺服参数也要随之做出调整,否则会引起机床机电不匹配,造成机床运行不稳,产生振动,使得零件加工表面存在振纹、过切等表面上的质量不佳的问题[2]。因此为了能够更好的保证模具产品的加工精度和表面上的质量,对数字控制机床伺服系统来进行优化显得尤为必要。
文中通过FANUC SERVO GUIDE 软件测试机床的伺服系统性能,针对测试结果,对机床伺服系统三环参数、背隙加速等参数进行逐步调试和优化,以获得良好的伺服动态性能和机械刚性,使数控机床处于稳定的工作状态,充分发挥最优加工性能,从而提升模具产品加工品质和精度。
数控机床伺服系统优化的目的,是为了更好地优化机械特性和电气特性之间的配合,以获得更高的伺服系统响应和机械刚性,从而获得更好的加工性能[2]。FANUC 伺服系统控制采用三环控制的方式,如图 1 所示[2-3]。

FANUC系统将伺服三环控制集成在NC的轴卡上,通过接收NC所发出的指令,经轴卡的三环处理后输出至放大器,驱动电机运行。最内环是电流控制,中间环是速度控制,最外环为位置控制。三环中,电流环是整个伺服系统控制的根本环节,作用是提高系统的快速性,限制最大电流,使系统有足够大的加速转矩。速度环是伺服控制的中间环节,作用是提高系统抗负载扰动能力,抑制速度波动。位置环是最外环,其作用是保证系统的静态精度和动态跟随性能[4]。三环中,电流环响应速度最快,其次是速度环,最后是位置环。若要提高位置环回路增益须先提高速度环回路增益,否则容易导致机床振荡,运行不稳。因此,伺服优化应遵循“由内而外”的原则,秉承先电流环、后速度环,最后位置环的先后顺序来优化。
伺服优化的实质是根据机床的频率响应曲线、圆弧测试图进行分析,合理调整伺服三环参数,尽可能使各轴精确的跟随移动指令和抑制干扰扭矩,即在一定的机械状态下确保伺服系统不会出现振荡,保证三环控制回路能够在高响应、高刚性下“和谐”工作[5-6]。
(1)提高伺服电机增益,抑制机床振动通过频率响应测试抑制机床共振点,提高机床增益,以匹配机床的机械刚性、提高电机的响应速度。
(2)循圆象限凸起抑制,调整加工精度通过观察机床圆弧象限测试进行调整,抑制伺服轴换向时的凸起,消除加工时的象限痕。
某加工中心使用 FANUC 0i-MF 系统加工模具产品试件,使用AICC功能,进给量为2000mm/min, 经加工后,零件加工表面有明显的振纹,存在过切,如图2所示。
(1)首先利用 SERVO GUIDE 软件测试机床 3 轴静态频率响应曲线,观察机床的机械性能。静态频率响应测试是 SER⁃VO GUIDE 调试中非常重要的一环,它波形的好坏反映了机床很重要的机械特性,它调整的好坏直接影响了后续圆弧部分的调整,以及机床运行的平稳和加工效果的好坏,在整个调试中具有非常重的分量。频率响应测试通过频率响应测量各轴的共振点,并用滤波器参数来抑制共振[5]。在满足波形要求,保证共振点被抑制的情况下,提高速度环路增益。以 X 轴测试为例,优化前频率响应图如图3所示。
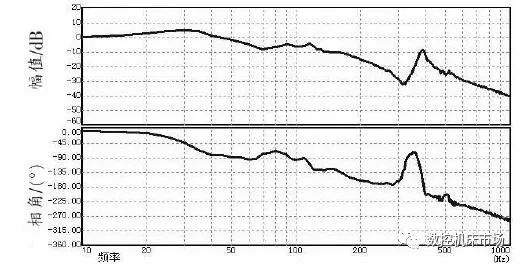
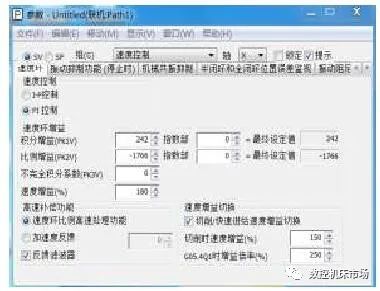
调试中主要以幅频特性曲线作为考察伺服特性的主要依据[5]。由图3 可知,幅频曲线HZ 范围内幅值低于 0d B,表示系统响应滞后。先检查电流环参数,发现“HRV+
控制有效”未选中,如图4所示。此功能是在HRV3基础上进行控制的,即HRV3+功能,可以实现电流环更高速响应和较高的速度增益设定。选中“HRV+控制有效”选项,再次测试频响曲线 X轴优化中频率响应波形
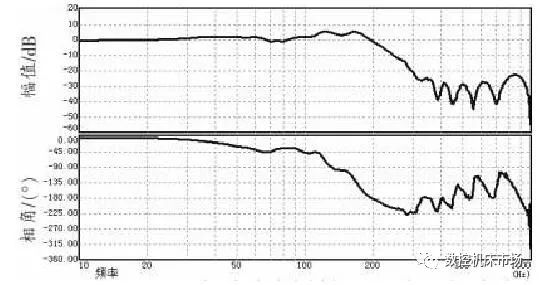
在使用了HRV+控制有效后,低频部分幅值基本接近0d B,系统响应滞后明显改善。但高频部分在 380h Z 左右仍存在明显的共振点。调试中逐步加入滤波器来抑制高频振荡。在使用 HRV 滤波器后机床高频共振被抑制,振荡现象明显减弱。机床消除振动的原则是在抑制掉高频振荡点后,确保机床平稳运行的状态下尽可能提高机床伺服系统速度增益[4]。经反复调试,最终将速度环增益由原来的 150 调整到最终的 180。优化前后的速度环参数设置如图6所示。
最终优化后X轴频响特性曲线所示。此时曲线d B,高频衰减区域的幅值低于-20d B。经优化后的机床机械特性已明显提高,既充分发挥了伺服的刚性余量,又保证了伺服轴的稳定运行。
(2)在合理优化了三轴伺服环增益,确保三轴在高刚性下稳定运行后。将 CMR(柔性齿轮比)扩大 10 倍(系统检测精度提升)。因为在机械性能较好的前提下,扩大CMR倍数能够改
善电流特性曲线,使得机床运行更加平稳,降低电流波动,对加工表面的光洁度一定的改善作用。
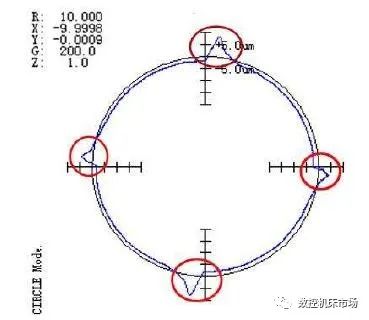
(3)经上述调试后,机床高频振动被抑制,伺服响应性能有所提高。再次加工,奔驰件试件表面振纹已明显改善,但加工试件上仍存在过切现象,需通过圆度测试进一步检测。以 XY
根据XY轴圆度测试图分析,四个象限均有凸起,Y轴两象限凸起接近 10um。这可能是造成工件加工爬坡过切的原因。在机床系统中,当反冲摩擦的影响较大时,在电机反转时,就会产生延迟,造成圆弧切削时的象限凸起。以Y轴为例,尝试对Y的象限凸起进行补偿,试着将背隙加速补偿参数调大,观察Y 轴象限凸起有所改善,经反复调试,将 Y 轴背隙加速补偿量(NO. 2048)由原来的 200 增加到 600,背隙加速有效时间(NO.2071)由原来的0增加到10。X轴背隙加速补偿量由原来的0增加到300,背隙加速有效时间由原来的0加到6。经优化后的XY轴圆弧图形如图9所示。四个象限凸起均被抑制在5um以内,明显改善。
完成上述步骤调试后,使用AICC功能,再次加工。由于高频振动得到抑制,象限凸起现象改善,使得机床运行平稳。最终加工效果刀路整齐,表面光滑无振纹,过切现象有所改善。加工后试件如图10所示。

经试验研究结果表明,通过 FANUC 伺服优化可有效解决模具加工中零件表面振纹和过切现象,改善模具产品表面加工品质和加工精度,提高数字控制机床的加工性能。在实际伺服优化过程中,由于各厂家机床本身机械的不同,装配的差异,其伺服参数调整会有些差异,即便是同一台机床不同时期因磨损使用程度的不同,其伺服优化也并不完全相同,但整个伺服优化的方法和流程大体一致。伺服优化是一项烦琐的工作,需反复调试,摸索总结,方能确定好的优化结果。
关键字:编辑:什么鱼 引用地址:伺服优化原理和优化方案设计上一篇:旋转变压器位置传感器旋变的主要结构和工作原理下一篇:PLC+变频器的电气控制系统主电路原理
传感器简介 传感器是一种能够感受规定的被测量,并按照一定的规律转换成可用输出信号的器件或装置,其输入信号(被测量)往往是非电量,输出信号常常为易于处理的电量,如电压等。 传感器种类很多,分类标准不一样,叫法也不一样,常见的有电阻传感器、电感式传感器、电容式传感器、温度传感器、压电式传感器、霍尔传感器、热电偶传感器、光电传感器、数字式位置传感器等。在数字控制机床上应用的传感器主要有光电编码器、直线光栅、接近开关、温度传感器、霍尔传感器、电流传感器、电压传感器、压力传感器、液位传感器、旋转变压器、感应同步器、速度传感器等,主要用来检测位置、直线位移和角位移、速度、压力、温度等。 数控机床对传感器的要求: (1)可靠性高和抗干扰性强; (2)
本文主要阐述一种伺服控制技术采用高速光耦的控制管理系统。主要性能有抗干扰强,可靠性好。以下是各个部件的链接方式: (1)采用差分信号输进方式 该方式具有最好的抗干扰能力,适合于较高工作频率。 (2)控制器为集电极开路输出形式时的推荐接法 (3)控制器为射极跟随输出形式时的推荐接法 图3 注: 当VC=24V时,R=1.2K~1.8K。当VC=12V时,R=510。
随着我国装备制造业转型升级,在市场需求和技术进步双重作用下,近几年来工业机器人与数字控制机床集成应用发展很快,应用的形式不断扩展,对当前机床智能化潮流带来新的推动。 一、机器人与机床集成应用的快速发展 权威的专业展览会是反映一个行业总体情况和技术趋势的最佳窗口。我们不妨从近三年来几个国内外知名机床展览会,看一下机器人与机床集成应用的发展情况。 (一)CCMT2014展览会的情况 该展会全称是中国数字控制机床展览会,由中国机床工具工业协会于2014年2月24-28日在上海新国际博览中心举办。展会上共展出64台6关节机器人与机床集成应用的案例,比上届展会(CCMT2012)的31台增加1倍之多,足以说明当前机器人与机床集成应用的热度。
众所周知,高速加工技术发展迅速,而推动这种发展趋势的正是数控机床,如何合理利用好数控机床的各项性能和维护好机床的精度,就显得至关重要,现在就结合我个人的工作经验,说说机床在电源方面需要注意的一些细节和常识,希望会对大家有帮助。 电源是维持系统正常工作的能源支持部分,它失效或故障的直接结果是造成系统的停机或毁坏整个系统。另外,数控系统部分运行数据,设定数据以及加工程序等一般存贮在RAM存贮器内,系统断电后,靠电源的后备 蓄电池 或锂 电池 来保持。因而,停机时间比较长,拔插电源或存贮器都可能造成数据丢失,使系统不能运行。 同时,由于数控设备使用的是三相交流380V电源,所以安全性也是数控设备安装前期工作中重要的一环,
引言 在新开发的产品中有一个型号为Q7的长条铝基台,要在上面加工两个φ3.7×1.65的平底盲孔,由于要求精度高,批量大,故无法用传统的钻模在钻床上加工,也很难在传统铣床上面加工,即使能加工效率也很低,并且设备损耗和电力损耗也很大。此工件的加工有着非常广泛的代表性,生产的很多产品有着类似的要求,为此,我们设计制做了一台用于此类产品加工的设备——通用型数控钻铣床。 一、系统概述 控制部分采用PLC,并配以人机界面进行程序参数修改、设定,以及运行状态显示监控,可编程设置人机界面的内容。三轴均为全数字交流伺服系统,各轴伺服电机通过连轴器带动滚珠丝杠,以移动配有直线导轨的工作台和主轴铣头,其定位准确,速度快。主轴
在数控钻铣床中的应用 /
1 引言 多路输出开关电源广泛应用在各种复杂小功率电子系统中,就多路输出而言,通常只有输出电压低、输出电流变化范围大的一路作为主电路进行反馈调节控制,以保证在输入电压及负载变化时保持输出电压稳定,由于受变压器各个绕组间的漏感和绕组电阻等的影响,辅助输出电压随输出负载的变化而变化,通常,当主输出满载和辅助输出轻载时,辅助输出电压将升高,而当主输出轻载和辅助输出满时,辅助输出电压将降低,这就是多路输出的负载交叉调整率问题,笔者基于TOPSwitch-GX系列设计了一种多路输出开关电源,很好的解决了多路输出的负载交叉调整率问题,该电源在各种工况下都能稳定输出,主输出电压纹波小于3%,各路辅助输出纹波小于5%,负载交叉调整率小于5%,
近年来,伺服系统的发展始终以稳定性、响应性与精度为发展主轴,这也是用户在使用过程中最为看重的几大因素。在机床伺服系统、机器人控制管理系统、雷达天线控制系统等场合大都由直流伺服电机和直流伺服控制器来完成控制。在这些控制领域中,主要以负载的位置或角度等为控制对象的伺服控制系统 。随着变频器技术的高速发展,在伺服系统中交流变频传动因其功率因数高、反应速度快、精度高、适合在恶劣环境中使用等优点得到了越来越广泛的应用。本文提出一种基于高性能单片机MSP430F149、变频器、变频电机组成的数字式变频伺服系统,并将数字PID算法引入到此系统中,使系统获得了良好的系统静、动态性能。 1变频伺服系统的功能 为达到变频伺服系统的运行可靠、良
的设计与研究 /
伺服电机是什么 伺服系统(servo mechanism)是使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制管理系统。 其中,伺服电动机分为直流伺服电机和交流伺服电机。直流伺服电机比较便宜,交流伺服电机很常用。 伺服电机选型 在电工领域,伺服电机是一种常见的驱动产品,它拥有非常良好的精度、速度、可靠性和常规使用的寿命等特点,通常被用于工业自动化、航空航天、医疗仪器、印刷包装、通信设施、汽车制造业等领域。那么伺服电机究竟该怎么选型呢?一块儿来看看吧: 01 确定机械规格、负载刚性等参数。 02 结合初始选择的电机惯量和负载惯量,计算出加速转矩和减速转矩。 03 结合初始选择的电机惯量和负载惯量,计算出
ADI世健工业嘉年华——深度体验:ADI伺服电机控制方案
解锁【W5500-EVB-Pico】,探秘以太网底层,得捷电子Follow me第4期来袭!
音频放大器是在保持较小信号的较小细节的同时增加较小音频信号的放大器。当今音频行业的需求已经提高了音频放大器的体系结构。市场上可用的 ...
该参考设计演示了MAX98400 D类音频放大器在立体声音频扩展坞应用中的使用。MAX98400 2 1演示盒是一个完整的有源扬声器底座,它使用两个MA ...
NTC热敏电阻可以测量环境和温度跟冷却液温度,为发动机控制单元 (ECU) 提供有价值的输入。通过准确感应冷启动条件,NTC热敏电阻帮助 ECU ...
智能交通是将先进的电子、信息、传感与检测、自动控制、系统工程等技术综合运用于地面交通,建立起安全、实时、准确、高效的地面运输系统。 ...
本文介绍了在不同抽象层次上有效模拟电动汽车动力系统的技术,仿真目标从驾驶周期数小时内的全局效率和热分析,到逆变器开关特性和损耗的纳 ...

开发相关FPGA/DSP总线与接口数据处理消费电子工业电子汽车电子其他技术存储技术综合资讯论坛电子百科词云: